
Từ thiết kế đến thi công – Giải pháp toàn diện từ Hilti
Nếu là một kĩ sư đã từng tham gia vào việc thiết kế hoặc quản lý một dự án Năng lượng và Công nghiệp (E&I), chắc hẳn bạn đã phải đau đầu khi đối mặt với các trở ngại trong việc tìm phương án cố định các cấu kiện vào thép mạ. Một số cấu kiện phổ biến nhất là (xem Hình 1):
§ Thiết bị;
§ Sàn thao tác;
§ Máng cáp phục vụ cho các hệ thống, ví dụ như điện viễn thông;
§ Hệ giá đỡ đường ống;
§ Hệ khung giá đỡ đa hệ thống, bao gồm các đường ống cơ-điện và HVAC.

Theo truyền thống, có hai cách để cố định các yếu tố nêu trên vào kết cấu thép, đó là (i) hàn và (ii) Bu-lông liên kết (xem Hình 2).
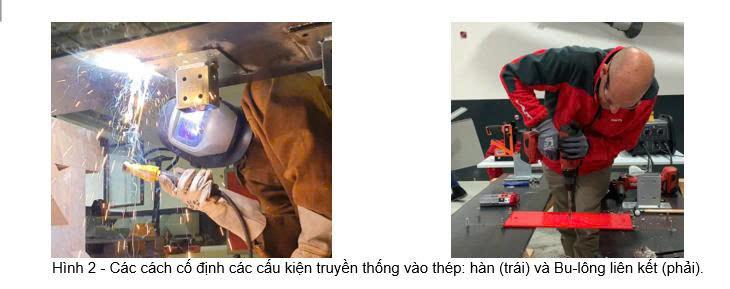
Các phương pháp truyền thống về siết lắp trên thép
Hàn là một phương pháp đáng tin cậy và chắc chắn, khiến nó được sử dụng trong nhiều thập kỷ. Tuy nhiên, khi nói đến hàn truyền thống,luôn tồn một số yếu tố trở ngại phát sinh, cụ thể như:
§ Máy hàn yêu cầu có nguồn điện lân cận, có thể khó tìm thấy trong công trường;
§ Tia lửa hàn, là một rủi ro tiềm ẩn về Sức khỏe, An toàn và Môi trường (HSE);
§ Việc hàn gây tốn thời gian;
§ Yêu cầu người thi công có kỹ năng và chứng chỉ về công tác hàn;
§ Với thép mạ, cần phải mạ lại các vị trí sau khi hàn dẫn đến chất lượng khó kiểm soát.
Và một giải pháp thay thế quen thuộc, Bu lông liên kết, thường các dầm thép sẽ được đục lỗ sẵn theo thiết kế ban đầu để lắp đặt các bu lông và yêu cầu thao tác được ở cả hai bên khi thi công nhằm đảm bảo liên kết theo đúng thiết kế. Từ góc độ thi công, cách thức này yêu cầu chi phí đầu tư thấp hơn, tuy nhiên vẫn tồn tại một số thách thức liên quan đến phương pháp này, đặc biệt là:
§ Quá trình thi công chậm và mệt mỏi đối với công nhân;
§ Không thuận tiện, vì có thể khó thực hiện ở một số vị trí/hướng (trên cao, nút giao, dưới cánh dầm, ...);
§ Yêu cầu bảo vệ chống ăn mòn vị trí lỗ khoan trước khi siết bu lông;
§ Cần máy khoan từ tại dự án để hỗ trợ do sai số hoặc thay đổi về thiết kế và việc này không thể thực hiện ở tất cả các vị trí.
Từ các thách thức và trở ngại đề cập, Hilti đã cho ra đời các giải pháp cải tiến đem đến sự Năng suất, An Toàn Và Bền Vững cao hơn.
Các giải pháp của Hilti về Siết lắp trên thép
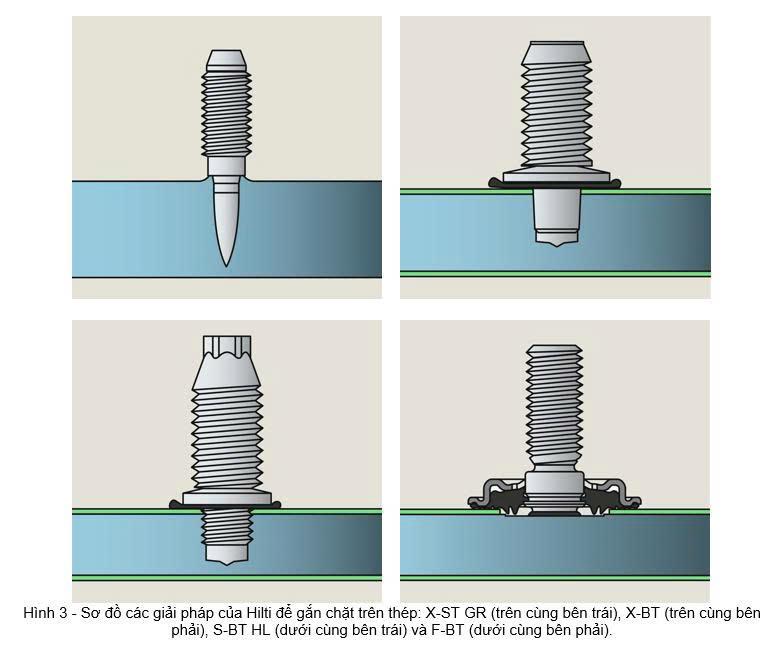
Để đưa ra câu trả lời cho những thách thức nêu trên trong các phương pháp siết lắp trên thép truyền thống, Hilti, vốn có lịch sử lâu đời và kinh nghiệm sâu rộng trong lĩnh vực này, đã và đang nghiên cứu phát triển các giải pháp đinh tán mới,. Ở đây, chúng ta có thể nêu bật bốn giải pháp sản phẩm khác nhau của Hilti:
(i) X-ST GR,
(ii) X-BT,
(iii) S-BT HL
(iv) F-BT.
Chi tiết thể hiện tổng quan 4 giải pháp có thể được tìm thấy trong Hình 3.
Giải pháp đầu tiên được Hilti đưa ra vào năm 1994 là X-ST GR. Đây là một loại đinh tán ren bằng thép không gỉ được cố định trực tiếp vào thép thông qua một công cụ kích hoạt bằng thuốc nổ, đảm bảo việc thi công diễn ra nhanh chóng.
X-BT là đinh tán ren bằng thép không gỉ và hoạt động với công nghệ hàn đầu bằng. Thế hệ đầu tiên của X-BT được ra mắt vào năm 2003, cách đây hơn 20 năm. Một phần thép của đinh tán sẽ được siết vào vị trí lỗ khoan đã khoan sẵn trong quá trình siết lắp, tạo ra nhiệt độ cao và liên kết hàn do ma sát. Vì có sự hợp nhất theo toàn bộ chu vi của đinh tán, nên hơi nước do nhiệt độ ẩm không thể xâm nhập vào lỗ khoan, đảm bảo bảo vệ chống ăn mòn.
Chốt S-BT HL, ra mắt vào năm 2023, là thế hệ thứ hai của S-BT, ra mắt lần đầu vào năm 2016. Các chốt là đinh tán ren được sản xuất từ thép cacbon cứng 1038 và thép không gỉ austenit-ferritic (Duplex). Công nghệ cố định được gọi là tự hàn đầu cùn, trong đó một lỗ thí điểm được thực hiện và sau đó một đinh tán ren được vặn vào lỗ. Đinh tán ren có đường kính cao hơn một chút so với đường kính của lỗ, vì vậy cần có mô-men xoắn cao cho ứng dụng. Ren đầu tiên của vít là ren cắt sẽ tạo thành ren bên trong trong vật liệu cơ bản nơi vặn S-BT HL. Chủ đề dưới này không có khả năng tải. Sau đó, giao điểm của các ren khác của vít và ren của vật liệu cơ bản sẽ đảm bảo khả năng chịu tải và buộc chặt chắc chắn.
Đinh tán F-BT là một phần của hệ thống gọi là Cordless Stud Fusion, vẫn là một quá trình hàn. Phương pháp này được phân loại là hàn đinh tán hồ quang với khí bảo vệ. Quá trình hàn đinh tán hồ quang sử dụng nguồn điện hàn để tạo hồ quang điện dọc theo một mạch được tạo ra giữa đinh tán và vật liệu của kết cấu chính. Hồ quang điện di chuyển giữa hai vật liệu thông qua một khe hở, tạo ra một dòng nhiệt tập trung, cường độ cao được sử dụng để làm tan chảy đế của đinh tán và một phần bề mặt của kết cấu chính. Sau khi vật liệu được nấu chảy đến một mức thích hợp, đinh tán được nhúng vào khu vực nóng chảy và giữ cố định cho đến khi kim loại linh kết để tạo thành mối hàn. Hơn cả một quá trình hàn, hệ thống này không cần nguồn điện bên ngoài, một quy trình nhất quán và hầu như không có tia lửa.
Về mức độ tải trọng và giải pháp áp dụng, X-ST GR được tối ưu hóa cho các ứng dụng hạng nhẹ (giá trị tải kéo khuyến nghị là 1,8 KN), X-BT và S-BT được tối ưu hóa cho các ứng dụng hạng trung (giá trị tải kéo được khuyến nghị là 3,6 KN trên mỗi đinh tán), trong khi F-BT có thể được sử dụng cho các ứng dụng hạng nặng (khuyến nghị tải kéo 8 KN). Đồng thời, có sự khác biệt dựa trên độ dày vật liệu cơ bản tối thiểu, ví dụ F-BT có thể được áp dụng từ 4 mm, S-BT HL và X-ST GR từ 6 mm và X-BT từ 8 mm.
Lưu ý, trong những trường hợp nêu trên, nếu các đinh tán được áp dụng cho độ dày vật liệu cơ bản thấp hơn, các đơn vị liên quan tại dự án nên xem xét việc giảm tải theo hướng dẫn kỹ thuật cũng như khả năng hư hỏng của mặt còn lại của vật liệu nền.
Tìm hiểu thêm giải pháp liên kết thép tại đây.
